Машина для формирования кабельных каналов
Профилегибочная машина для производства кабельных лотков имеет значительные преимущества в повышении эффективности производства, снижении затрат на рабочую силу и улучшении качества продукции, что помогает предприятиям повысить свою конкурентоспособность и достичь устойчивого развития.
Мы являемся фабрикой, которая разрабатывает и производит профилегибочные машины. Нашей основной продукцией являются машины для профилирования кабельных лотков и сопутствующее оборудование, оборудование для профилирования антисейсмических кронштейнов, оборудование для профилирования килей из легкой стали, оборудование для профилирования стальных рулонов C/U и т. д. Мы также предоставляем хорошее послепродажное обслуживание. Пожалуйста, сообщите мне ваши потребности, и наши инженеры предложат вам лучшее решение.

Обзор структуры оборудования:
Эта производственная линия может производить обзор структуры оборудования кабельных лотков:
Эта производственная линия может производить кабельные лотки различных спецификаций путем замены штампа для полной штамповки, профилирования и компьютерной настройки. Комплект роликов может комплектовать кабельные лотки различных спецификаций. Он также может производить рулонные материалы и различные открытые плоские материалы различной ширины и длины. , и имеет счетчик.
2.1 Стойка для материалов
1. Количество разматывателей: одна грузоподъемная машина, 8 тонн.
c.Технические параметры:
Внутренний диаметр рулона: φ508 мм; диапазон расширения и сжатия внутреннего диаметра ф450-500;
Максимальный внешний диаметр рулона материала: φ1250 мм;
2.2 Правильная машина
а. Форма: Активная правильная машина роликового типа.
б. Функциональные и конструктивные особенности: выравнивающая стальная лента. Он состоит из прижимных и выравнивающих роликов. Прижимные ролики можно регулировать индивидуально. Верхний выравнивающий ролик имеет цельную конструкцию и имеет две точки регулировки спереди и сзади, которые могут образовывать определенный угол наклона для улучшения качества выравнивания. Верхние прижимные подающие и выравнивающие ролики поднимаются и опускаются с помощью высококачественных шариковых винтов класса 8,8. Высокоскоростной двигатель с преобразованием частоты соединен с червячным редуктором для привода и передачи данных на нижний прижимной и выравнивающий ролик. Подающая часть правильной машины оснащена парой направляющих плоских роликов и двумя парами направляющих вертикальных роликов. Направляющие вертикальные ролики могут перемещаться по центру и одновременно. Регулировка маховиком со шкалой для облегчения центрирования.
Как передняя, так и задняя часть правильной машины оборудованы устройствами подающего моста. Между правильной машиной и питателем установлено электронное устройство обнаружения, которое отправляет сигнал обратной связи в систему управления. Система управления выдает инструкции высокоскоростному двигателю с регулируемой частотой для изменения скорости, чтобы контролировать емкость ленты материала и достигать цели непрерывного выравнивания.
Правильный рабочий валок прошел высокочастотную закалку GCr15, а твердость может достигать HRC45-55.
Мощность двигателя: 7,5 кВт
2.3 Устройство подачи с ЧПУ
a.Форма: подача с ЧПУ
б. Функция и конструкция: подача полосовой стали в пресс. Прижимной ролик обеспечивает силу подачи. По сравнению с типом сервозажима, настройка длины подачи более гибкая, а возможности адаптации более широкие.
Этот питатель больше подходит для подачи широких материалов и подходит для подачи материалов, перфорированных с помощью мостов без отверстий большого размера (корытного типа, без направляющих штифтов), что может эффективно повысить точность подачи.
Двигатель, измерительные компоненты и система ЧПУ представляют собой высокоточные электронные компоненты.
2.4 Пресс-форма
Форма оснащена тонущей и плавающей направляющей штифта и устройством удержания материала. Перфорация выполняется шаг за шагом, и можно выполнить преобразование различной ширины. Соединительные отверстия с обеих сторон могут быть пробиты сквозными отверстиями, а мостовые формы одинаковой ширины могут иметь общее основание формы.
Материал формы: Cr12
2.5 Отрезать
а. Форма: резка фиксированной длины под управлением ПЛК без отходов.
б. Назначение и конструкция: Нарезка штампованной полосы на фиксированную длину. Режущее устройство расположено в конце направления подачи формы, питается отдельно от перфорационного устройства и управляется ПЛК. Длина резки может быть установлена самостоятельно, а длина — это расстояние шага.
Резка производится после штамповки, включая вырубные штампы.
2.6 Транспортировочная и подающая стойка
а. Форма: регулируемая роликового типа.
б. Функция и структура: Плавно направляйте некатаную стальную пластину в профилегибочную машину. Направляющее устройство в основном состоит из горизонтальных роликов и направляющих вертикальных колес. Направляющие колеса можно легко отрегулировать для адаптации к листам различной ширины.
Б.Технические параметры: Ширина материала 180 --- 1250 мм.
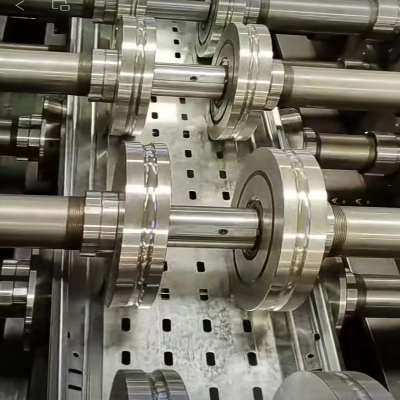
2.7 Формовочная машина
а. Форма: Консольно-формовочная машина с электрической регулировкой по ширине, которая может быстро менять характеристики (высоту и ширину талии);
б. Функция и структура: Штампованный и нарезанный лист постепенно скатывается в готовый мост через 25 проходов роликов. Он состоит из двигателя переменного тока с регулируемой скоростью, редуктора, высокоточной роликовой линейной направляющей, левой и правой коробки передач, механизма поперечной регулировки и набора роликов. Набор роликов позволяет формировать мосты различных характеристик, а разнообразие можно изменить, регулируя положение левого и правого роликов. Станина и коробка передач имеют сварную конструкцию и не подвергаются нагрузкам; шестерни имеют твердую поверхность зубьев; Основная конструкция машины изготовлена с использованием технологии ковки с более высокой точностью.
Ролик имеет комбинированную конструкцию с небольшой разницей скоростей и сопротивлением формованию, а также небольшим износом поверхности стальной пластины; при проектировании процесса валков используется импортное программное обеспечение, компьютерный дизайн и анализ FEA, чтобы обеспечить точность формы продукта, не царапая лист. Ролики откованы из сплава GCr15 и обработаны на станке с ЧПУ после общей закалки. Твердость может достигать HRC58-62; он обладает характеристиками высокой прочности, высокой твердости, высокой точности и срока службы. Последние шесть формовочных валков изготовлены из GR12.
2.8 Разгрузочная стойка
а. Форма: ручная резка после установки готового моста, без приводного ролика.
б. Функция и конструкция: Он собирается и сваривается с помощью стальных (квадратных труб) и неприводных роликов и играет роль вспомогательных материалов для готовой продукции.
2.9 Электрическая система управления
Вся линия управляется ПЛК, а сенсорный экран используется для человеко-машинного интерфейса для реализации взаимодействия между людьми и ПЛК. Оператор выдает инструкции ПЛК и контролирует через него процесс управления, что позволяет оператору управлять производственной линией и изменять параметры управления, а также отслеживать рабочее состояние оборудования, рабочие параметры и индикацию неисправностей в режиме реального времени. Длина заготовки задается цифровым способом и регулируется. Мониторинг рабочего состояния оборудования и индикация неисправностей в режиме реального времени.
•Аппаратная конфигурация включает в себя консоль и счетчик электрораспределительного шкафа; Машина оснащена пультом дистанционного управления для легкой регулировки.
•Существует два режима работы: ручной/автоматический. Он имеет функции ручного и автоматического переключения: в ручном режиме он может работать как единая машина, что удобно для обслуживания; в автоматическом режиме он может выполнять полноценную производственную операцию и запускать ее последовательно; вся линия оснащена кнопками аварийной остановки, что позволяет легко справиться с аварийными ситуациями и обеспечивает безопасность оборудования и операторов. Безопасность.
•Рядом с машиной расположена панель ручного управления для облегчения работы рабочих;
•Он имеет хороший человеко-машинный интерфейс и прост в эксплуатации. , штамповка и профилирование различных спецификаций выполняются путем замены штампа, с использованием компьютерной настройки, набор роликов может выполнять различные спецификации мостовых изделий, а также производить рулонные материалы и различные плоские материалы различной ширины и длины, а также имеет счетчик.
2.1 Стойка для материалов
1. Количество разматывателей: одна грузоподъемная машина, 8 тонн.
c.Технические параметры:
Внутренний диаметр рулона: φ508 мм; диапазон расширения и сжатия внутреннего диаметра ф450-500;
Максимальный внешний диаметр рулона материала: φ1250 мм;
2.2 Правильная машина
а. Форма: Активная правильная машина роликового типа.
б. Функциональные и конструктивные особенности: выравнивающая стальная лента. Он состоит из прижимных и выравнивающих роликов. Прижимные ролики можно регулировать индивидуально. Верхний выравнивающий ролик имеет цельную конструкцию и имеет две точки регулировки спереди и сзади, которые могут образовывать определенный угол наклона для улучшения качества выравнивания. Верхние прижимные подающие и выравнивающие ролики поднимаются и опускаются с помощью высококачественных шариковых винтов класса 8,8. Высокоскоростной двигатель с преобразованием частоты соединен с червячным редуктором для привода и передачи данных на нижний прижимной и выравнивающий ролик. Подающая часть правильной машины оснащена парой направляющих плоских роликов и двумя парами направляющих вертикальных роликов. Направляющие вертикальные ролики могут перемещаться по центру и одновременно. Регулировка маховиком со шкалой для облегчения центрирования.
Как передняя, так и задняя часть правильной машины оборудованы устройствами подающего моста. Между правильной машиной и питателем установлено электронное устройство обнаружения, которое отправляет сигнал обратной связи в систему управления. Система управления выдает инструкции высокоскоростному двигателю с регулируемой частотой для изменения скорости, чтобы контролировать емкость ленты материала и достигать цели непрерывного выравнивания.
Правильный рабочий валок прошел высокочастотную закалку GCr15, а твердость может достигать HRC45-55.
Мощность двигателя: 7,5 кВт
2.3 Устройство подачи с ЧПУ
a.Форма: подача с ЧПУ
б. Функция и конструкция: подача полосовой стали в пресс. Прижимной ролик обеспечивает силу подачи. По сравнению с типом сервозажима, настройка длины подачи более гибкая, а возможности адаптации более широкие.
Этот питатель больше подходит для подачи широких материалов и подходит для подачи материалов, перфорированных с помощью мостов без отверстий большого размера (корытного типа, без направляющих штифтов), что может эффективно повысить точность подачи.
Двигатель, измерительные компоненты и система ЧПУ представляют собой высокоточные электронные компоненты.
2.4 Пресс-форма
Форма оснащена тонущей и плавающей направляющей штифта и устройством удержания материала. Перфорация выполняется шаг за шагом, и можно выполнить преобразование различной ширины. Соединительные отверстия с обеих сторон могут быть пробиты сквозными отверстиями, а мостовые формы одинаковой ширины могут иметь общее основание формы.
Материал формы: Cr12
2.5 Отрезать
а. Форма: резка фиксированной длины под управлением ПЛК без отходов.
б. Назначение и конструкция: Нарезка штампованной полосы на фиксированную длину. Режущее устройство расположено в конце направления подачи формы, питается отдельно от перфорационного устройства и управляется ПЛК. Длина резки может быть установлена самостоятельно, а длина — это расстояние шага.
Резка производится после штамповки, включая вырубные штампы.
2.6 Транспортировочная и подающая стойка
а. Форма: регулируемая роликового типа.
б. Функция и структура: Плавно направляйте некатаную стальную пластину в профилегибочную машину. Направляющее устройство в основном состоит из горизонтальных роликов и направляющих вертикальных колес. Направляющие колеса можно легко отрегулировать для адаптации к листам различной ширины.
Б.Технические параметры: Ширина материала 180 --- 1250 мм.
2.7 Формовочная машина
а. Форма: Консольно-формовочная машина с электрической регулировкой по ширине, которая может быстро менять характеристики (высоту и ширину талии);
б. Функция и структура: Штампованный и нарезанный лист постепенно скатывается в готовый мост через 25 проходов роликов. Он состоит из двигателя переменного тока с регулируемой скоростью, редуктора, высокоточной роликовой линейной направляющей, левой и правой коробки передач, механизма поперечной регулировки и набора роликов. Набор роликов позволяет формировать мосты различных характеристик, а разнообразие можно изменить, регулируя положение левого и правого роликов. Станина и коробка передач имеют сварную конструкцию и не подвергаются нагрузкам; шестерни имеют твердую поверхность зубьев; Основная конструкция машины изготовлена с использованием технологии ковки с более высокой точностью.
Ролик имеет комбинированную конструкцию с небольшой разницей скоростей и сопротивлением формованию, а также небольшим износом поверхности стальной пластины; при проектировании процесса валков используется импортное программное обеспечение, компьютерный дизайн и анализ FEA, чтобы обеспечить точность формы продукта, не царапая лист. Ролики откованы из сплава GCr15 и обработаны на станке с ЧПУ после общей закалки. Твердость может достигать HRC58-62; он обладает характеристиками высокой прочности, высокой твердости, высокой точности и срока службы. Последние шесть формовочных валков изготовлены из GR12.